






这种钢经调质后用于制造承受中等负荷及中等速度工作的机械零件,如汽车的转向节、后半轴以及机床上的齿轮、轴、蜗杆、花键轴、 套等;经淬火及中温回火后用于制造承受高负荷、冲击及中等速度工作的零件,如齿轮、主轴、油泵转子、滑块、套环等;经淬火及低温回火后用于制造承受重负荷、低冲击及具有耐磨性、截面上实体厚度在25mm以下的零件,如蜗杆、主轴、轴、套环等;经调质并高频表面淬火后用于制造具有高的表面硬度及耐磨性而无很大冲击的零件,如齿轮、套筒、轴、主轴、曲轴、心轴、销子、连杆、 螺钉、螺帽、进气阀等。此外,这种钢又适于制造进行碳氮共渗处理的各种传动零件,如直径较大和低温韧性好的齿轮和轴。



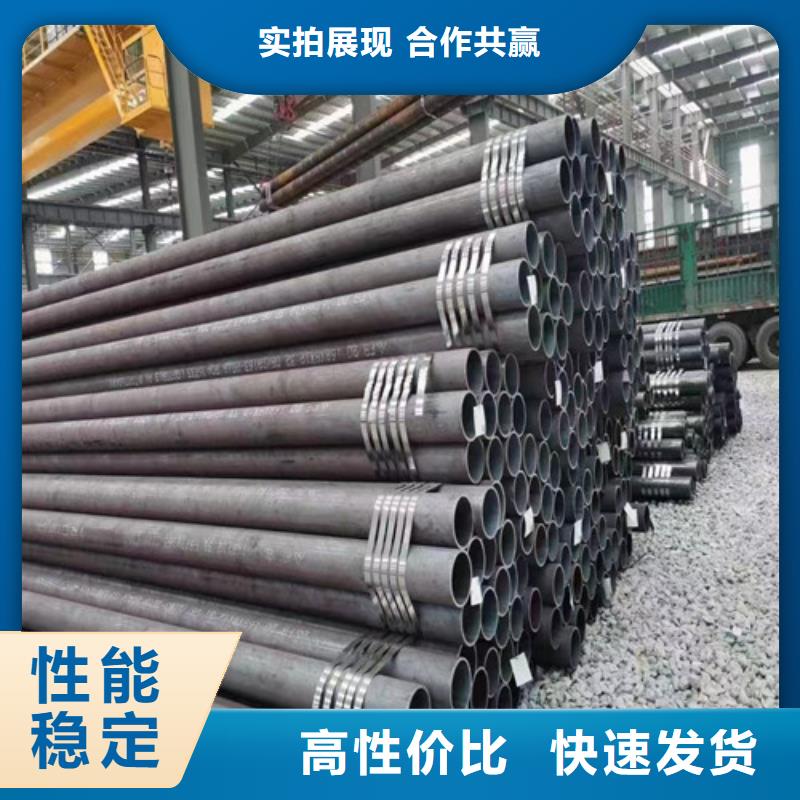
九晨钢铁制造有限公司主营 湖北十堰16mn无缝钢管厂家。公司坚持以“打造有价值、可优化、不断进步的超专业的服务,悉查客户需求,完善客户期待”的服务理念和“以品质求生存、以创新求发展、以信誉求市场、创新务实、完善自我”的经营理念。
公司在范围内拥有较多的客户群体,高素质专业团队,以现代物流理念,广泛服务于国内外各产业领域。感谢一直以来支持我们的广大客户,我们将以优质的品质,俱佳的经营理念和完善的售后服务,继续为广大客户精诚奉献,与时俱进,和谐共赢!


厚壁无缝管工艺流程
卫生级镜面管工艺流程:
管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验——标识——成品包装
厚壁工业管工艺流程:
管坯——检验——剥皮——检验——加热——穿孔——酸洗——修蘑——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验
一般的厚壁无缝钢管生产的工艺都分为两种,冷拨与热扎,冷拨的生产流程一般都要比热扎的复杂,而且冷扎无缝光管的厚壁要比热轧无缝钢管的要小,所有厚壁无缝钢管看起来更加明亮一些,表面上也没有那么粗糙,口径也没有毛刺。



35crmo无缝管介绍
35CrMo无缝管,是一种具有中空截面、周边没有接缝的长条钢材。
当前,全世界生产无缝管的共计有110多个 的1850多个公司下的5100多个生产厂,其中生产石油管的有44个 的170多个公司下的260多个厂。2000年,35crmo无缝管全国表观消费量为418.0万吨,其中国内供应量的382.1万吨,占国内总需求的91.4%。进口为35.9万吨,占国内总需求的8.59%。同年石油管消费量大约为91万吨。进口约25.2万吨。进口管占国内总消费量的大约70%,其中进口管占国内总消费量的27.69%,石油管进口量约占无缝管总进口量的大约70%。
35CrMo无缝管力学性能:
牌号 碳(C) 锰(Mn) 镍(Ni) 硅(Si) 磷(P) 硫(S) 铬(Cr) 铜(Cu) 钼(Mo)
35CrMo无缝管 0.32-0.40 0.40-0.70 ≤0.030 0.17-0.37 ≤0.035 ≤0.035 0.80-1.10 ≤0.20 0.15-0.25
